Сборка колес
Технологический процесс промышленного изготовления колес включает сборочные операции, которые должны быть выполнены качественно и высокопроизводительно.
При сборке колес входящие в узел детали предварительно ориентируют в осевом направлении и в плоскости вращения колеса.
Все соединения, применяемые в колесах, можно подразделить па разъемные и неразъемные. Разъемные соединения используют для облегчения процесса сборки колеса с шиной и последующей их разборки. Их выполняют в виде запирающих устройств, включающих съемные разрезные замочные детали, устанавливаемые в кольцевые углубления сопрягаемых элементов, или в виде резьбовых соединений. Конструкция и технология изготовления должны обеспечивать полную взаимозаменяемость деталей соединения данного типоразмера колес.
Неразъемные соединения деталей обычно выполняют сваркой, которая наряду с требуемой прочностью должна обеспечивать высокую точность соединения деталей и высокую производительность сборочных операций, возможность их автоматизации и не снижать технических параметров, качества и внешнего вида колеса в целом. Диск колеса легкового автомобиля ВАЗ соединяют с ободом контактной сваркой в два этапа, в процессе которых диск каждый раз приваривают в четырех точках. После сборки автоматически контролируется перпендикулярность оси колеса центральной плоскости вращения колеса и одновременно измеряются боковое и радиальное биения колеса, посадочные диаметры обода и диска, глубина запрессовки диска (рис.98).
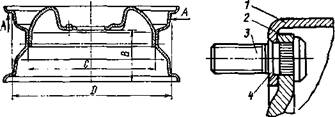
Рис. 99. Соединение обода с диском, получаемое методом осаживания болта:
1 — внутренний обод; 2 — диск; 3 — монтажный болт; 4 — обсадной поясок
Диски колес 7,0—20 грузовых автомобилей собирают с основанием обода на сборочно-сварочной линии. При установке детали в прессово-сварочную машину ее ориентируют так, чтобы стыковой сварной шов основания обода расположился на заданном расстоянии от края спицы диска. Затем основание обода напрессовывают на диск и соединяют их сварным наружным швом в среде углекислого газа. Внутренний шов выполняют после переворачивания колеса и ориентации его относительно спиц диска. В дальнейшем пробивают вентильный паз и контролируют размеры колеса и качество сварных швов.
Сварные соединения автомобильных колес кроме требуемого сопротивления усталости должны иметь вид, удовлетворяющий эстетическим требованиям. Недопускается наличие пор, прожогов и пропусков шва.
В колесах 8.0CV—18 неразъемное соединение внутренней части обода с диском выполняют методом осаживания монтажных болтов (рис. 99). Широкопрофильные, крупногабаритные и арочные колеса имеют основания ободьев, собранные из нескольких отдельных деталей: обечайки, посадочного и замочного колец. В процесс сборки таких колес включают предварительную запрессовку и сварку деталей нахлесточным сварным швом по замкнутому контуру. При проектировании составных оснований ободьев следует ограничивать допустимые отклонения ширины деталей, что позволит повысить качество сварных соединений и упростить процесс автоматизации сборочных операций.